Purpose: to have a holistic and general understanding of CNC machining technology and processing technology
Table of contents:
❤ Introduction to the history and development trend of CNC machining.
❤ Introduction to CNC machining process.
❤ Structural manufacturability of parts.
❤ Metal removal rate concept.
Introduction to the history and development trend of CNC machining
Background
1. Inadequacies of traditional machine tools
❤ Manual operation, high labor intensity
❤ It is difficult to improve production efficiency
❤ Human error, it is difficult to guarantee the quality
❤ Difficult to machine parts with complex shapes
❤ It is not conducive to the modernization of production management
2. The development needs of the manufacturing industry
❤ The products are becoming more and more sophisticated, complex, and frequently remodeled, which requires high performance, high precision and high automation.
Generation and development process
1. The generation and development of CNC system
The first generation: tube, relay type (1952)
Second Generation: Transistor Discrete (1959)
Third Generation: Integrated Circuit (1965)
Fourth generation: small computer numerical control (1967)
Fifth Generation: Microprocessor Numerical Control (1974)
The development trend of CNC machine tools
❤ High-speed and high-efficiency processing
❤ High-precision, ultra-precision machining
❤ High reliability
❤ Process compounding and compound processing
❤ Intelligent, networked, flexible and integrated
❤ Parallel machine tool technology
Basic concepts of CNC machine tools
❤ CNC: Numerical control is a method of using digital information to control the movement of the machine tool and its processing process, that is, hardware numerical control.
❤ Computer numerical control system: a digital control system with a computer as the control core, that is, software numerical control.
❤ CNC machine tool: It is a type of machine tool that uses digital control technology to automatically control the machining process of the machine tool. It is an example of a typical application of CNC technology. CNC machine tools are generally composed of control medium, numerical control device, servo system measurement device and machine body.
Characteristics of CNC machining technology
❤ High machining accuracy
❤ High production efficiency
❤ Reduce labor intensity
❤ Improve working conditions
❤ Conducive to production management
Classification of CNC machine tools
According to the number of linkage axes
❤ 2-axis linkage (plane curve)
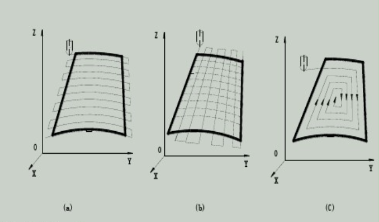
❤ 3-axis linkage (space curved surface, ball-end knife)
❤ 4-axis linkage (space surface)
❤ 5-axis linkage and 6-axis linkage (space surface)
The more the number of linkage axes, the more complex the control algorithm of the CNC system.
Introduction to CNC machining process
The main content of CNC machining process design
Select and determine the content of CNC machining → process analysis of CNC machining → mathematical processing of part graphics and determination of programming dimension settings → designate CNC machining process plan → determine working steps and feed routes → select the type of CNC machine tool → select And design tools, fixtures and measuring tools → determine cutting parameters → write, verify and modify processing programs → first piece trial machining and on-site problem handling → finalization and filing of CNC machining process technical documents
Introduction to CNC machining process
The reason why CNC machine tools can process some parts with complex geometric shapes is because the coordinate axes of CNC machine tools can be linked. When programming NC programs, programmers use the specified NC code system, and only give the coordinates and interpolation of the starting and ending points of the linkage axis. Speed and other codes, and the motion process parameters of the completed linkage axis between the start and end points should be automatically obtained by NC.
All process issues must be designed and arranged in advance and programmed into the machining program. The CNC process includes not only the detailed cutting steps, but also the fixture model, specification, cutting amount and other special requirements, as well as the process diagram marked with the CNC machining coordinates. In automatic programming, it is more necessary to determine detailed various process parameters.
The function of CNC machine tools is getting higher and higher. Therefore, the obvious feature of modern CNC machining technology is that the processes are relatively concentrated, which is represented by a small number of processes and a large number of processes. The process content of CNC machining is more complicated than that of ordinary machine tools.
The adaptability is poor, and all problems that may be encountered during the processing must be carefully considered in advance, otherwise serious consequences will be caused. The writing, verification and modification of NC machining program is a special content of NC machining technology.
Because the parts processed by CNC machine tools are relatively complex, when determining the clamping method and fixture design, special attention should be paid to the interference between the tool, the fixture and the workpiece.
1. CNC machining technology - compound machining
The double meaning of compound processing: the concentration of processes and processes, that is, one clamping can complete multiple types of work and multiple processes. The complete set of technology means that the enterprise develops to a compound type and provides a complete set of services for users.
2. CNC machining technology - intelligent control
Intelligent CAD integrates engineering database and its management system, knowledge base and its expert system, and anthropomorphic user interface management system.
3. CNC machining process - computer integrated manufacturing system (CIMS)
Analyze Part → Machine Type → Tool Selection → How to Apply → Troubleshooting
4. CNC machining process - control and formulate process plan
❤ Choose the positioning datum
❤ Determine the positioning and clamping method
❤ Arrange the processing sequence
❤ Determine the concentration and dispersion of the process
Generally, several schemes need to be proposed for analysis and comparison, and the optimal scheme is selected.
5. CNC machining technology - selection of positioning datum
Datum coincidence principle → choose design datum as positioning datum
The principle of unification of datums → Use the same set of datums to locate as many surfaces as possible on the machined part.
Self-based datum principle → select the machined surface itself as the positioning datum
Mutual datum principle → When two surfaces on the workpiece that require high mutual positions are processed, they serve as a datum for each other.
6. CNC Machining Technology - Fixtures
❤ Under the premise of ensuring machining accuracy and production efficiency, general-purpose fixtures are preferred
❤ For batch processing, simple special fixtures can be considered
❤ Multi-station fixtures and high-efficiency pneumatic, hydraulic and other special fixtures can be considered for mass processing
❤ The rigidity and stability of the fixture are better
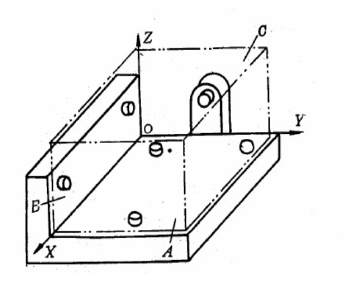
7. CNC machining technology - six-point positioning of fixtures
The fixture uses six reasonably distributed support points to limit the six degrees of freedom of the workpiece respectively, so that the position of the workpiece in the fixture is completely determined, which is called "six-point positioning principle".
8. CNC machining technology - processing sequence arrangement
❤ Roughing first and then finishing: When the machining parts require high precision, they must go through roughing, semi-finishing and finishing. If higher precision is required, several stages of finishing are also included.
❤ The principle of datum first: the surface used as the fine datum should be machined first, and the machining process of any part is always roughing and finishing the positioning datum first.
❤ Face first, then hole: For parts such as boxes and brackets, the plane size and outline are larger, and the plane positioning is more stable, and the depth dimension of the hole is based on the plane, so the plane should be processed first, and then the hole.
❤ Inside first, then outside: that is, the inner cavity is processed first, and then the outer surface is processed.
❤ First and then the second: that is, the main surface is processed first, and then the secondary surface is processed.
9. CNC machining technology - the principle of process concentration and dispersion
For small batches of one piece? process should be concentrated
For large batches? The process should be centralized or decentralized
For heavy parts? process should be concentrated
For rigid inspection, high precision parts? The process should be dispersed
10. CNC machining process - determine process parameters
❤ Determine the cutting route and the sequence of steps
❤ Choice of cutting amount
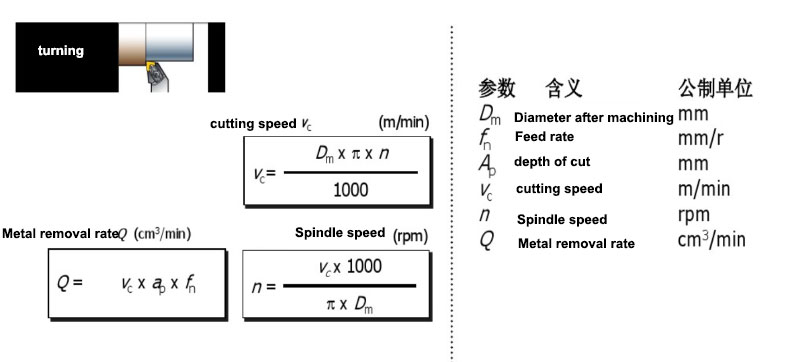
❤ Spindle speed and cutting speed
❤ Programming
❤ Fill in the process card and process card
The manufacturability of the part structure
❤ The manufacturability of the part structure refers to the difficulty of processing parts of this structure.
❤ Parts have the properties of usability and craftsmanship.
❤ Evaluate the quality of parts design should not focus on usability.
❤ The quality of craftsmanship is relative. With the advancement of science and technology, parts that were originally considered to be poor in craftsmanship may no longer be difficult to process.
In order to make the parts have better machining structure and manufacturability, the following principles should be considered in the structural design:
1. Standardized parameters should be used as much as possible;
2. The structural elements of the parts should be as unified as possible
3. The convenient clamping of parts should be considered
4. Through holes are better than non-through holes, the outer surface is better than the inner surface, the plane is better than the stepped surface, the straight hole is better than the inclined hole, and the rigidity is better.
5. Minimize the surface that needs to be precisely machined as much as possible, so that the surface area to be machined is small;
6. In order to facilitate the processing of parts, the reasonable disassembly and combination of parts can be considered;
7. On the basis of meeting the requirements of use, try to reduce the machining accuracy and surface quality requirements of the parts;
8. The structure of the parts should be compatible with advanced processing methods.
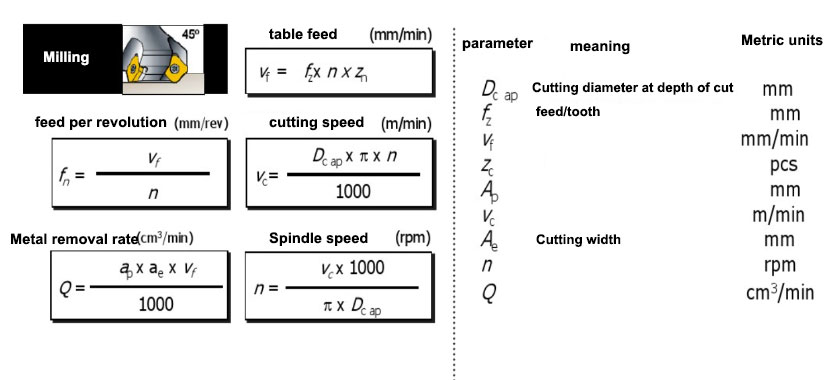
Metal removal rate for milling
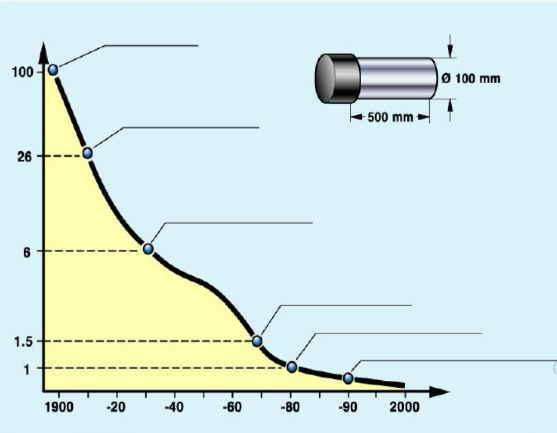
Metal removal rate for turning